aberration
(saçılma, sapınç)
Bir optik sistem tarafından işlendikten sonra dalga cephesinde küresel yakınsaklaşmadan her sapma, 'saçılma' olarak adlandırılır. Saçılma genel olarak iki şekilde tanımlanır. En uygun ışın-optiği bakış açısından geopmetrik odaktan uzaklaşmadır. Dalga-optiği bakış açısından ise, kusursuz bir yakınsayan küreden sapmadır. Bu görünüşte ayrı tanımlamalar gerçekte birbirleriyle yakından ilişkilidir. Dalga cephesinin eğimi, türdeş bir ortamdaki ışın yayılımının yönünü gösterir.
aluminizing
(aluminyum kaplama)
Optik yüzeyin yansıtıcılık kazanabilmesi için vakum ve elektrik enerjisi kullanılarak birkaç atom kalınlığında kaplanması işlemi. Bu işlem sonucunda yüzey % 88 civarında yansıtıcılık kazanır.
annealing
(tavlama)
Camın hızlı soğutulması, içerisinde ısıl gerilmeler oluşması ile sonuçlanır. Bu gerilmeler camın, mekanik veya ısıl yüklere dayanımını büyük ölçülerde azaltır. Bunu engellemek için camın ergime sıcaklığının, kontollü bir şekilde yavaşça azaltılması gerekir. Bu işleme ‘tavlama’ denilir.
aperture
(açıklık)
Optik bir aletin birincil yansıtıcı yüzeyinin çapı. Açıklık, optik aletin alabileceği ışık miktarını belirleyen en önemli değişkendir.
aperture mask*
apochromat
(tam-renksemez mercek)
Seçilen üç (temel) rengi aynı anda bir noktada odaklayabilen merceklere denilir. Klasik tanımı aynı zamanda kuyruk ve küresel sapmalara karşı da düzeltmeye sahip olduğunu kabul eder. İlgilenilen spektrumdaki üç rengin dalgaboyu da tek noktada odaklanabildiğinden, ikincil spektrum da büyük ölçüde azaltılmıştır.
astigmatism
(astigmatizma)
Optik yüzeyden yansıyan ışınların tek bir odak noktasında toplanmaması sonucu, görüntüde bozulumlar oluşmasına yol açan optik bir kusur. Üretim aşamasında yeterince desteklenmediği için esneyen ve bu şekilde işlenen ince aynalarda sıkça karşılaşılır. Çözüm olarak, aynayı ve aleti bir düzen oluşturmayacak aralıklarla rasgele döndürmek, esnemeyen bir tezgah üzerinde çalışmak, vbg. önerilir.
baffle
(siper)
İstenmeyen çiğ ışığın (straw light) optik yüzeylere ulaşmasına engel olacak şekilde yerleştirilen siperlik.
barlow
Bir teleskobun aynası ile gözmerceği arasına yerleştirilen ıraksak bir mercektir. Aynanın odak uzaklığını _ve de büyültmesini_ önceden belirtilmiş bir çarpan kadar arttırır (2X ya da 3X gibi) İngiliz matematikçi Peter Barlow (1776-1862) tarafından bulunmuştur.
barn door(*)
bevel
(pah)
Aynayı aşındırmadan önce diskin kenarlarını zımpara ya da taş ile yuvarlaklaştırma işlemi. İşleme sorasındaki ufak kırılmaları ve çizilmeleri önlemek için cam diskin kenarlarından 2-3 mm kadar içeri girecek bir kısmı aşındırılarak pahlanır. Bu işlem, hem ön hem de arka yüz için yapılmalıdır.
borofloat 33
Alman Schott firması tarafından üretlen, düşük ısıl genleşme katsayısına sahip, 25.4 mm kalınlığında 1150 x 850 mm boyutlarında optik cam.
carborundum
(karborondum)
Kaba aşındırma sırasında kulanılan zımpara tozu. Siyah ya da koyu yeşil renkli olabilir. Silisyum karbür (SiC) olarak da bilinir. Değişik tanecik büyüklüklerinde (grit size) olabilir.
cat(*)
catadioptric(*)
cellular mirror(*)
central obstruction(*)
chordal stroke
(kiriş hareketi)
Özellikle kaba işleme sırasında kullanılan bir aşındırma hareketi. Ayna camı, ile aletin merkezi arasında yarıçap kadar bir mesafe varken, aletin dikey doğrultuda yarıçapın üçte bir kadar aşağı yukarı hareket ettirilmesiyle gerçekleştirilir. Hedeflenen sagitta’ya hızlı şekilde ulaşmak için kullanılan bir harekettir.
collimation
(demet sınırlama)
Objektifin ve gözmerceğinin optik eksenlerinin üst üste çakışacak şekilde hizalanması işlemi. Aynalı teleskopların kullanılmadan önce _ve zaman zaman gerektikçe_ yeniden hizalanması gerekir. Bu işlemi yaparken, objektifin orta noktasının işaretlenmesi gerekebilir. Özelikle hızlı aynalar demet sınırlama işleminin çok daha hassas yapılmasına gerek duyarlar.
correction
(düzeltme)
Küresel bir teleskop aynasının cilalama sonrasındaki biçimlendirme aşamasında çeşitli hareketler kullanılarak paraboidal hale getirilmesi ve böylece küresel sapınçtan olabildiğince kurtulunması işlemine düzeltme denilir. Düzeltme, aynanın her bölgesi için ayrı olarak hesaplanabilen bir forma uyacak şekilde yapılır. Düzeltmenin gereğinden az yapılmasına 'under correction', fazla yapılmasına da 'over correction' denilir. Düzeltmenin ölçüsü, genellikle ışığın dalga boyunun kesri olarak ifade edilir: 1/10 dalga boyuna kadar düzeltilmiş, 1/3 dalga boyuna kadar düzeltilmiş şeklinde.
cold pressing(*)
coma
(kuyruk saçılması)
Newtonian teleskoların paraboloidal aynaları tarafından oluşturulan görüntüler, odak noktalarını yakınında kusursuza yakın olurlar ama bu noktadan uzaklaşıkça aşırı derecede 'kuyruk saçılması' göstermeye başlarlar. Kuyruk saçılması, karşıtlık ve çözünürlük kayıplarına yol açan optik bir saçılmadır. Odak noktasına olan uzaklıkla (yaklaşık olarak) doğru, odak oranının üçüncü kuvvetiyle de de ters orantılıdır. (odak oranı, odak uzaklığı olan f'in ayna çapı olan D’ye bölünmesiyle bulunur)
contrast(*)
Couder mask(*)
data reduction(*)
declination(*)
deep sky(*)
dew heater
(çiğ ısıtıcısı)
Optik yüzeyler ve dış ortam arasındaki sıcaklık farkları nedeniyle oluşan çiğin, bu yüzeyleri ısıtarak engellenmesi için tasarlanmış, doğru akımla çalışan sistemler. Isıtma objektif, ikincil ayna, gözmerceği ve bulucu teleskop için yapılabilir.
dew shield(*)
diagonal
(köşegen)
Aynalı bir teleskopta ikinci (eliptik) ayna. Objektif ve bakaca 45 derecelik bir açı yaptığı için köşegen adı verilmiştir.
diamond/curve generation
(elmas taşlama)
Taşlama aleti ya da matkap tezgahı (drill press) ve aşındırıcı disk kullanarak, ince aşındırma öncesinde ayna yüzeyinin istenilen odak oranına yakın değerlere kadar küresel aşındırılması. Bu şekilde işgücü ve zaman tasarruf edilir.
diffraction limited
(kırılım ile sınırlı)*
digital setting circles (DSC)
(sayısal ayar çemberleri)
Teleskobun ufuk açısı (azimut) ve yükseklik açısını (altitude) bir kodlayıcı yardımı ile sayısallaştırarak, istenilen gök cismine yöneltilmesine olanak sağlayan elektro-mekanik sistem.
dob
Dobsonian teleskop. John Dobson tarafından bulunan teleskop yöneltme sistemine uygun tasarlanmış aynalı teleskop türü.
Dobson's hole
(Dobson gediği)
Bir Dobsonian teleskop teleskopta, tasarımdan kaynaklanan bir hareket / izleme kısıtı. Zenith noktasını geçerek ilerleyen gök cisimlerini klasik dobson teleskoplarda kesintisiz olarak izlemek olanaklı değildir.
dog-biscuit(*)
double star(*)
doublet(*)
draw tube(*)
EP
Eye Piece (bakaç) veya Exit Pupil (çıkış gözbebeği)
equatorial platform(*)
Everest pin stick(*)
eye relief
(göz ferahlığı)
Net bir görüş elde edebilmek için göz merceği ile göz arasında olması gereken uzaklık. Bu mesafe küçüldükçe, göz ferahlığı azalır. Her gözmerceği için [mm] cinsinden tanımlanır.
f/3, f/10, ...(*)
field curvature(*)
field of view (FoV)
(görüş alanı)*
figuring
(biçimlendirme)
İnce aşındırma ve cilalama süreçlerinden sonra küresel hale gelen aynanın, özel hareketler yardımıyla, parabolik hale getirilmesi işlemi. Özellikle hızlı aynalarda küre ile parabol arasındaki geometrik fark daha büyük olduğu için biçimlendirme çok daha büyük önem kazanır. Raleigh ölçütü uyarınca belirli bir çap için belirli bir odak oranı için biçimlendirme ihmal edilerek, yüzey küresel formda bırakılabilir. Örneğin, bir aynanın f/D odak oranı, 6 inch için 8.2'nin ya da 10 inch için 9.6'nin üzerindeyse, bu durumda küresel ve parabolik yüzeyler arasında biçimlendirme gerektirmeyecek derecede az fark olduğu kabul edilebilir. Biçimlendirme, lap aleti ve CeO2 / Fe2O3 kullanılarak yapılır.
finderscope
(bulucu teleskop)
Gökcisimlerini daha kolay bulabilmek için kullanılan yardımcı teleskop.
fine grinding
(ince aşındırma)
220 grit tanecik büyüklüğüne sahip karborondum (SiC) kullanılarak yapılan aşındırma işleminden sonra, cam yüzeyindeki mikro-oyuk ve pürüzlerin 30, 15, 8 ve 5 μ tanecik büyüklüğüne sahip Aluminyum Oksit tozları kullanılarak giderilmesi süreci. Bu iş için, kaba taşlama aşamasında kullanılan alet kullanılır.
first light
(ilk ışık)
Teleskop yapımcısının göz merceğinden ilk yıldız ışığını gördüğü duygusal an :)
first surface mirror
(birinci yüzey aynası)
Çoğu aynada yansıtıcı kaplama genellikle camın arka yüzünde olur ve dolayısıyla optik amaçlar için uygun değildir. Birinci yüzey aynalarında ise yansıtıcı kaplama, camın en dış katmanına uygulanmıştır ve yansıtma kusurları çok daha az görünür.
f-number
(f sayısı)
Objektifin odak uzaklığını gösteren sayı. f
focal length
(odak uzaklığı)
Objektifin sonsuzdan gelen ışınları topladığı kabul edilen sanal noktanın objektife olan uzaklığı. [m]
focal plane(*)
focal ratio
(odak oranı)
Odak uzaklığı ile çarpıldığında objektif çapını veren oran. Odak oranı büyüdükçe, teleskobun büyütmesi, görüntünün karşıtlığı (kontrast) artar, renk düzeltme miktarı iyileşir, optik kusurlar azalır. Oran küçüldükçe, karşıtlık ve büyültme azalır, görüş açısı artar, renk düzeltme kötüleşir, optik kusurlar artar.
focus
(odak)
Bir ayna ya da merceğin, ışığı topladığı varsayılan sanal nokta.
focuser
(odaklayıcı)
Göz merceğinin üzerine takıldığı ve ikinci aynaya uzaklığı değişerek görüntüyü netleyebilme olanağı veren mekanik düzenek. Crayford, helisel, rack & pineon gibi tasarımları ve 0.96”, 1.25”, 2” gibi farklı çapları vardır.
fork mount(*)
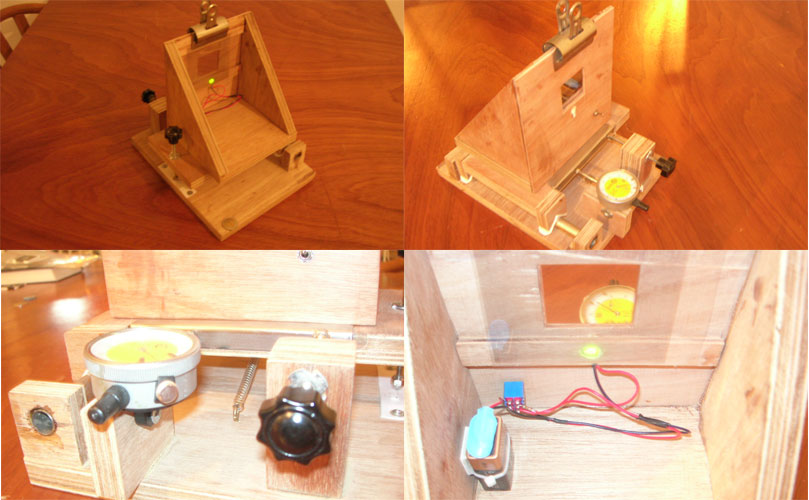
foucault test
Yolu bir bıçak kenarı ile kesilen bir ışık kaynağı tarafından aynanın üzerindeki ‘bölgelerde” oluşturulan ışıklı ve gölgeli kısımların değişimini göz önüne alarak yüzey formu ve optik kusurlar konusunda yorum yapma olanağı sağlayan test yöntemi. Fuko(-h) testi olarak okunur.
fused silica(*)
grinding
(aşındırma)
Ayna camına, optik bir yüzey oluşturabilecek hassasiyette, bir ‘alet’ ve çeşitli tanecik büyüklüğüne sahip tozlar yardımıyla şekil verilmesi süreci.
grit
(aşındırıcı)
Aşındırma sırasında kullanılan _genellikle_ silisyum karbür esaslı aşındırıcı toz. Aynı zamanda bu tozun tanecik büyüklüğünü gösteren ölçü birimi (örn. 60 grit, 150 grit, …)
hogging
(kamburlaştırma)
Kaba tanecikli aşındırıcılar kullanarak, camın süratli bir biçimde aşındırılması sonucunda içbükey hale getirilmesi. Bu süreç ‘roughing’ olarak da adlandırılır.
hot pressing(*)
knife edge test
(bıçak kenarı testi)
Bkz. foucault test
lap tool
(lap aleti)
Cilalama aşamasında üzerine bir çeşit reçine sıvanmış ya da parçalar halinde yapıştırılmış bir disk. Alçıdan, esnemeyecek kalınlıktaki kontraplaklardan ya da cam disklerden yapılabilir.
light grasp(*)
light bucket(*)
limiting magnitude(*)
magnification(*)
Maksutov-Cassegrain(*)
Marechal criteria (*)
mirror blank
(ayna taslağı)
Aşındırılarak optik bir yüzey haline getirilmeye hazır, silindirik cam bloğu.
mirror box
(ayna kutusu)
Ayna, ayna hücresi, taşıyıcı çubukların bağlantı elemanlarını, seçime bağlı olarak da sayısal ayarlama çemberleri, soğutucu fanları, vbg. üzerinde bulunduran ve teleskop borusunun alt ucunda bulunan kutu.
mirror cell
(ayna hücresi)
Teleskop aynasının esnemesine engel olacak şekilde desteklenerek ‘asıldığı’ metalden yapılmış ızgara şeklinde bağlantı elemanı. Ayna hücresindeki objektif ile ikincil ayna arasındaki paralellik, üzerindeki cıvatalarla yapılır.
mirror on top (MOT)
(ayna üstte)
Taşlama sırasında, aynanın aracın üstünde konumlandırılarak hareket ettirilmesi. MOT, eğriyi derinleştirir, eğrilik yarıçapını (ROC) küçültür.
nebula(*)
Newtonian(*)
normal stroke(*)
null test(*)
objective(*)
oblate sphere*
obstruction(*)
optical tube assembly (OTA)
(optik tüp komplesi)
Teleskobun ayak ve diğer aksesuarları (motor, vbg.) haricinde kalan kısmı.
orange-peel(*)
orthoscopic eyepiece
(ortoskopik gözmerceği)*
over/under correction
(fazla/az düzeltme)*
OSLO(*)
parabolizing
(parabolleştirme)
Cilalama sonrasında W-hareketi kullanarak, küresel formda aşınmış olan cam yüzeyine, parabolik bir biçim verme işlemi. Ronchi veya Foucault testi olmaksızın (tesadüfen) yapılamaz.
parfocal eyepiece
(eş-odaklı gözmerceği)*
pitch
ayna çukuruna ‘tam’ uyacak şekilde, dışbükey bir yüzeye sıcak şekilde dökülerek, üzerine kanallar açılan ya da ufak kareler şeklinde kesilerek, ısıtma işlemiyle dışbükey alet yüzeyine yapıştırılan, katran ya da reçine benzeri organik madde. Akışkanlığı son derece düşüktür. CeO2, ya da rouge (Fe2O3) maddeleri, suyla karıştırılıp ‘cilalama lapı’ adı verilen aletin üzerine sürülerek, optik cilalama yapılır. Pitch, sürtünme sayesinde ısınıp, ayna yüzeyine tam uyarak, cilalama için uygun bir ortam oluşturur. Gugolz, Acculap (sentetik), Burgundy (ladin reçinesi), … gibi değişik markalar adı altında satılmaktadır.
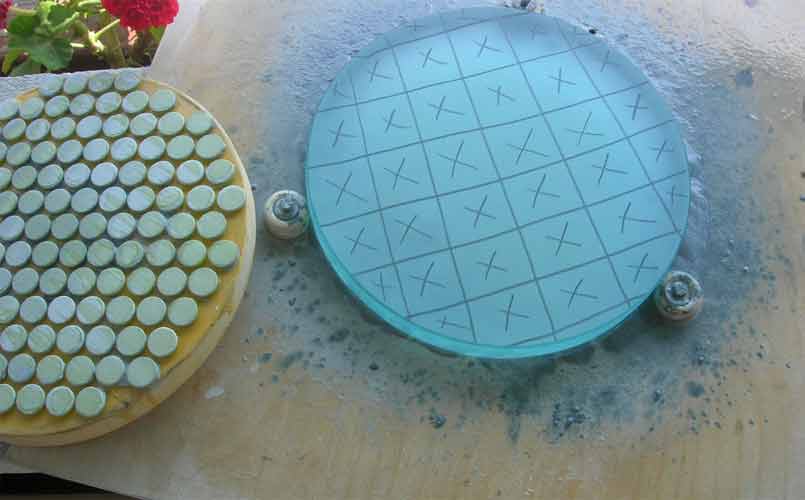
pitch lap
(cilalama lapı)
5 mikron Al2O3 ile yapılan ince aşındırma sonrasında, optik yüzey oldukça pürüzsüz hale gelir. Aynanın parabolize edilebilmesi ve sonra da kaplamaya hazırlanabilmesi için pitch ile kaplı bir alet kullanılarak cilalanması gerekir. Cilalama lapı, (genellikle) alçıdan yapılır ve üzerindeki reçine benzeri madde tarafından tutulan Seryum Oksit ya da Fe2O3 maddesi ile uzun sürede cilalanır. Lap aletinin üzerindeki karelerin aşındırıcıya daha iyi tutabilmesi için ‘micro faceting’ adı verilen yöntemle girintili hale geitrilmesi önerilir.
plaster tool
(alçı aleti)
Genellikle ayna ile aynı çapta dökülen silindirik alçı bloğu. Sağlanması gereken mukavemet ve dayanım gözetilerek dişçi alçısı / kalıp alçısı (Kerr/Hydrocal) ile yapılır. Suya dayanım için epoksi ile sıvanır. Üzerine 1x1 cm boyutlarında seramik karolar ya da metal / elmas pullar yapıştırılabilir.
PLOP(*)
Plössl(*)
polishing
(cilalama)
İnce aşındırma sonrasında optik yüzeyin cilalama lapı ve CeO2 veya Fe2O3 kullanılarak parlatılması işlemi. Lapın üzerindeki pitch maddesi, ayna yüzeyine tam uyacak şekilde deforme olur ve ısının da etkisiye aşındırıcıyı yüzeye olabildiğince yakın uygulama olanağı verir. Cilalama öncesinde, lapın hafifçe ısıtılarak aynaya bastırılması (hot pressing) ya da ısıtılmaksızın bir ağırlıkla birlikte aynanın üzerine bastırılması (cold pressing) gerekir.
polishing pads(*)
Poncet platform(*)
power(*)
prime focus
(asal odak)*
primary(*)
pyrex
Corning firmasının ürettiği cam çeşidi. Borasilikat olarak da bilinir. Isıl genleşme katsayısı soda-kireç (pencere) camının üçte biri kadardır ve daha serttir.
quartz mirror(*)
radius of curvature (ROC)
(eğirilik yarıçapı)
Aynanın odak uzaklığının (f) 2 katı. ROC = 2f
resolution(*)
right ascension(*)
ripple(*)
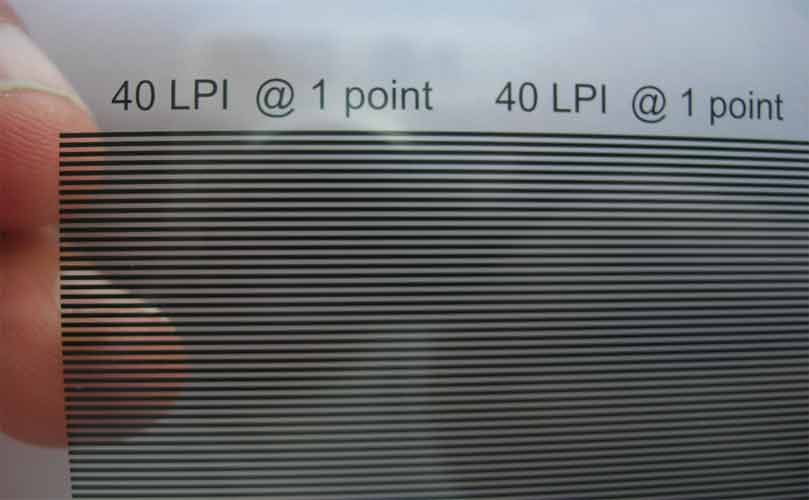
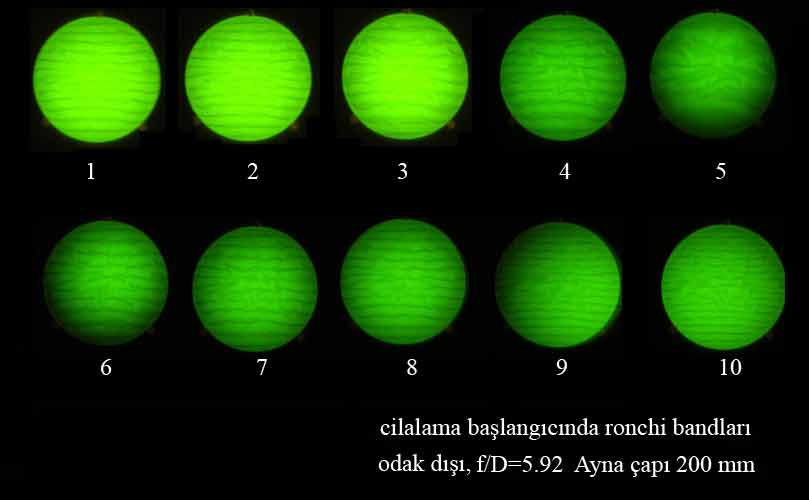
ronchi test
Vasco Ronchi’nin 1920’lerde geliştirdiği yöntem. Işık kaynağı önüne yerleştirilen sık çizgili bir ekrandan optik yüzeye düşen ışıkların oluşturduğu şekillerin yorumlanması esasına dayanır.
ROSS null test(*)
rouge
Kırmızı rouge (Fe2O3) hematit olarak da bilinir. Sşyah rouge ise (Fe3O4) ferrosferik oksit olarak bilinir ve yaklaşık 0.3 μ civarında tanecik büyüklüğüne sahiptir.
sagitta
Küresel aynanın eğriliğinin dikey derinliği ya da çukurluk miktarı. Ayna yüzeyine dik koyulan bir cetvelin kenarı, ayna kenarına yaklaştıkça gittikçe azalan, tam ortada ise maksimuma ulaşan bir eğriyi sınırlayacaktır. Sagitta, s = r2/ 2R ifadesi ile bulunabilir. Burada s milimetre cinsinden derinlik olmak üzere, r yarıçapını, R ise ‘eğrilik yarıçapını’ göstermektedir ki bu da odak uzaklığının iki katına eşittir.
Schmidt-Cassegrain(*)
secondary
(ikinci ayna)
Objektiften gelen görüntüyü 45° saptırarak bakaca yönelten eliptik ayna. Bkz. Diagonal Aynı şekilde telesobun büyük aynasına da ‘primary’ adı verilmektedir.
secondary holder
(ikinci ayna tutucusu)
İkinci aynayı örümceğe sabitleyen bağlantı elemanı. Üzerindeki vidaları çevirerek, ikinci aynayı optik eksene tam paralel hale getirme olanağı vardır.
seeing
(görüş)*
shroud(-ing)*
sling(*)
slumping(*)
slurry
(bulamaç)
İnce aşındırma sırasındaki tozlar (Al2O3) genellikle su içinde çözdürülerek kullanılırlar. Bu şekilde hazırlanmış karışım, aşındırıcının tatbik edilmesini kolaylaştırır.
spherometer (*)
spotting scope(*)
spider
(örümcek)
İkinci aynayı ve ayna tutucusunu, teleskop tüpünün ortasına bağlayıp hizalayabilmek için kullanılan 3 ya da 4 kollu bağlama elamanı.
star test
(yıldız testi)
Teleskobun ‘sistem olarak’ test edilmesine olanak sağlayan ve _bir görüşe göre_ diğer optik testlerden daha da gerçekçi ve faydalı sonuçlar veren test yöntemi. Yıldız testinde tüm 'optik katar' aynı anda test edildiği için sadece ana aynanın test edilmesinden farklı olarak teleskobun gerçek performası konusunda çok daha gerçekçi ve kesin sonuçlar elde edilebilir. Küresel sapınç, astigmatizma, renksel sapma ve kuruk saçılması, optik tüp içindeki türbülans ve yüzey kabaloğı başta olmak üzere çok sayıda sorun, kırınmı halkasını (Airy diski) yorumlanması yoluyla kolaylıkla saptanabilir.
stray light
(çiğ ışık)
Yeryüzünde bulunan çevresel ışık kaynaklarından (örn. aydınlatma ışıkları) objektife yansıyan ve görüntülemeye olumsuz etki eden ışıklar. Bu tür ışığın optik yüzeylere ulaşması, konulan siperliklerle engellenir.
Strehl ratio
(Strehl oranı)*
stroke
(hareket)
Aşındırma sorasında aynanın ya da aracın izlediği yol. Temel aşındırma hareketleri şunlardır: kordal, W, normal (1/3 center-over-center). Biçimlendirme sırsaında da şu hareketler kullanılır: ¼ center-over-center, ½ center-over-center, W-merkez derinleştirme hareketi,
w-kenar derinleştirme hareketi.
sub-diameter lap*
turned-down edge(*)
TELRAD(*)
Tex
Jean Texereau’nun kitabı (How to Make a Telescope?) ya da biçimlendirme verilerini sadeleştirmeye yarayan Tex isimli yazılım.
tool on top (TOT)
(araç yukarıda)
Aşındırma sırasında, aracın aynanın üstünde konumlandırılarak hareket ettirilmesi. TOT, eğriyi sığlaştırır, eğrilik yarıçapını (ROC) büyültür. İstenilen sagitta’ya inildiği halde kenarlar yeterince cilalanmamış ise, TOT konumunda çalışılması gerekir. Bu konum ultra ince aynaların desteklenmeden işlenmesi için de MOT’a göre daha uygundur.
truss system(*)
ULE glass(*)
w-stroke(*)
wedge(*)
wet
(ıslatma)
Aşındırıcı tozun uygulanması + yüzeylere atomizer ile su sıkılması + aşındırma ya da cilalama + aletleri ve aynayı temizleyerek yeni bir sefere hazırlama işlemleri bütününün her bir seferi ‘bir ıslatma’ olarak adlandırılır.
wet pressing(*)
worm drive(*)
wire spider(*)
vignetting(*)
zenith(*)
Zerodur(*)
zirconium oxide
(*) açıklamaları daha sonra yazılacak